주요공법 - Laser Plastics Welding
Laser Plastics Welding
레이저 플라스틱 용접
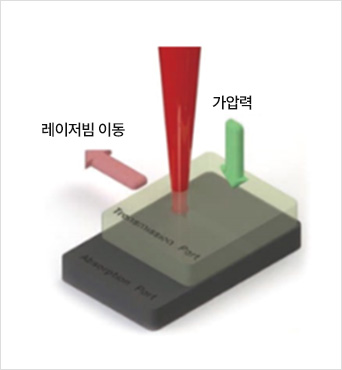
레이저를 이용한 플라스틱 용접의 기본원리는, 레이저-빔이 투과하는 광학적인 특성을 가지는 상부층 (Upper Layer) 모재와 레이저-빔을 흡수하는 특성을 가진 하부층(Lower Layer)모재가 위아래로 겹쳐 지도록 배열하고, 여기에 레이저 빔을 위에서 조사하면 상부층을 투과한 레이저-빔이 하부층의 계면에 도달하여 하부모재의 표면온도를 상승시키게 되고 이 과정에서 발생된 열이 상부층으로 전이되어 두 개의 모재가 용융되어 접합되는 것으로 요약할 수 있다.
일반적으로 플라스틱의 접합을 위한 대표적인 공법으로는, 접착제를 이용한 방법과 초음파 및 진동의 마찰열을 이용한 방법, 열판을 이용한 방법 및 나사(Screw)를 체결하는 방법 등이 사용되어져 왔다.
그러나 이들은 저마다의 장점이 있음에도 불구하고 외관품질문제, 수밀문제, 버&보푸라기 발생, 생산원가상승, 제품 디자인제약 및 작업환경문제, 낮은 생산성 등의 단점으로 인하여 대체공법에 대한 요구가 있어왔다.
레이저를 이용한 플라스틱의 용접기술은, 위에서 언급한 기존의 플라스틱 접합공법에 비하여 여러 장점을 가지고 있으며 특히 수밀(리크)불량, 외관품질문제, 버&보푸라기로 인한 문제 등을 해결하고 높은 접합 강도를 달성할 수 있으며 설치공간의 제약이 적다는 특징이 있다. 또한, 사출공정에서의 사출변형 및 근본적인 문제점을 최소화하고 양산공정 에서의 안정적인 품질 확보를 위해서는 제품의 디자인 단계에서 부터 전문가의 도움을 받아 여러 기술적인 요인들을 충분히 검토하고 고려하여야 신기술적용의 시행착오를 최소화 할 수 있는 것으로 알려져 있다.레이저를 이용한 플라스틱 용접기술을 성공적으로 양산공정에 적용하기 위해서 고려해야 할 몇 가지 중요 파라미터들은 아래와 같다.
- 레이저 플라스틱 용접 주요 파라미터
- 레이저 빔의 파장 및 특성
- 레이저의 출력
- 광학적인 특성
- 소재의 투과율
- 소재의 투께 및 색상
- 이송장치, 가압장치 및 품질관리 장치



기술특징
- 비접촉식, 버(Burr) 및 보푸라기 발생 없음
- 매우 우수한 용접 품질로 외관 불량 해결
- 높은 작업 안정성 및 유연성 확보
- 균일한 열 에너지 투입으로 기계적 스트레스 최소화
- 2D/3D 형상 제품 적용 가능
적용분야
- 자동차 정밀 센서 부품
- 자동차 액츄에이터 부품
기존 공법 비교 및 장점
공법 구분 |
초음파/진동 | 열판 | 접착제 | 레이저 |
|---|---|---|---|---|
| 레이저(강도·Burr·외관 우수성) |  |
|
|
 |
| 작업유연성(2D/3D 다양한 형상) |  |
|
|
|
| 내 출력 및 제품변형(균일한 열 에너지 투입) | |
|
|
|
| 유지보수 및 관리 | |
|
|
|
| 작업환경(안전사항) | 소음, 미세분진 | 고온,고열 | 고온,자외선,접착제,악취 | 레이저 빔 |
레이저 플라스틱 용접 주요 변수
- 01레이저 빔의 파장 및 특성
- 02레이저의 출력
- 03광학적인 특성
- 04소재의 투과율 및 흡수율
- 05소재의 두께 및 색상
- 06이송장치, 가압장치 및 품질 관리 장치